After all these years of doing machining, how much do you value workblanks material? Have you always selected the right workblanks material? There is actually a lot of knowledge about the workblanks. Today, let’s talk about the knowledge of the workblanks!
The determination of the workblank directly affects the economics of machining. Therefore, when determining the workblank, we must consider both the hot processing factors and the cold processing requirements in order to reduce the manufacturing cost of the part from the determination of the blank.
1. The types of workblanks commonly used in machining
There are many types of workblanks, and there are multiple manufacturing methods for the same workblansk. Several workblanks commonly used in mechanical manufacturing as below:
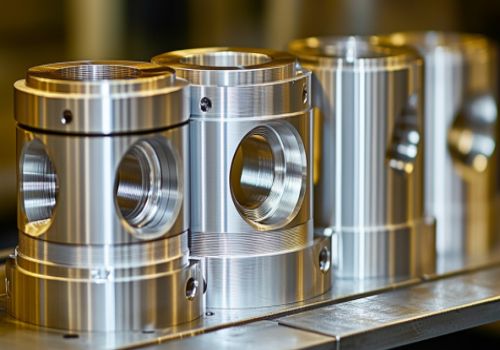
A. Castings
The workblank of complex shapes should be manufactured by casting. At present, most of the castings are made of sand molds, which are divided into manual molding of wooden molds and machine molding of metal molds. Wood mold castings have low precision, large machining surface margin and low productivity, and are suitable for single piece, small batch production or large part casting. Metal mold castings have high productivity and high precision, but the equipment cost is high and the weight of the casting is also limited. It is suitable for mass production of small and medium castings. In addition, low volume of small castings with high quality requirements can use special casting (such as pressure casting, centrifugal manufacturing and investment casting, etc.).
B. Forgings
For steel parts with high mechanical strength, forging workblanks are generally used. There are two types of forgings: free forging and die forging. Free forging can be obtained by manual forging (small blank), mechanical hammer forging (medium blank) or press forging (large blank). This type of forging has low precision, low productivity, large machining allowance, and the structure of the part must be simple; it is suitable for single and small batch production, as well as manufacturing large forgings.
The precision and surface quality of die forgings are better than free forgings, and the shape of forgings can be more complex, so the machining allowance can be reduced. The productivity of die forging is much higher than that of free forging, but it requires special equipment and forging dies, so it is suitable for large and medium-sized forgings.
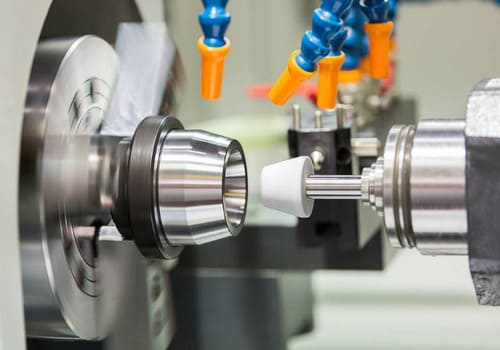
C. Profiles
Sections can be divided into round steel, square steel, hexagonal steel, flat steel, angle steel, channel steel and other special sections according to their cross-sectional shapes. There are two types of profiles: hot rolled and cold drawn. Hot-rolled profiles have low accuracy, but are cheap, and are used for general parts’ workblanks. Cold-drawn profiles are small in size and high in precision, and are easy to realize automatic feeding, but the price is high, and they are mostly used for large-volume production, which is suitable for automatic machine processing.
D. Welding parts
Welded parts are combined parts obtained by welding methods. The advantages of welded parts are simple manufacturing, short cycle, and material saving. The disadvantages are poor vibration resistance and large deformation, and they can only be machined after aging treatment.
In addition, there are other workblanks such as stamped parts, cold extrusion parts, powder metallurgy and so on.
2. What should be paid attention to when selecting the type of workblank?
A. Parts materials and their mechanical properties
The material of the part roughly determines the kind of workblank. For example, cast iron and bronze parts should select casting blanks; steel parts with uncomplicated shapes and less demanding mechanical properties should select profile blanks; for steel parts with high requirements, forging mechanical blanks should be selected.
B. Structural shapes and dimensions of parts
Complex shapes of blanks are generally manufactured by casting. Sand casting is not suitable for thin-walled parts; advanced casting methods can be considered for small and medium-sized parts; sand casting can be used for large parts. For general-purpose stepped shafts, round bars can be used if the diameters of the steps are not much different; if the diameters of the steps are greatly different, in order to reduce the material consumption and the labor of machining, it is appropriate to choose forgings. Large-size parts generally choose free forging; small and medium-sized parts can choose die forgings; some small parts can be made into overall blanks.
C. Production type
For mass-produced parts, a workblank manufacturing method with high accuracy and productivity should be selected, for example, castings should select metal mold casting or precision casting; forgings should select die forging and precision forging; profiles should select cold rolled or cold drawn profile; When the part yield is small, a blank manufacturing method with lower accuracy and productivity should be selected.
D. Existing production conditions
To determine the type and manufacturing method of the workblank, specific production conditions must be considered, such as the level of workblank manufacturing technology, equipment conditions, and the possibility of external cooperation.
E. Fully consider the use of new processes, new technologies and new materials
With the development of machinery manufacturing technology, the application of new processes, new technologies and new materials in workblank manufacturing has also developed rapidly. Such as precision casting, precision forging, cold extrusion, powder metallurgy, and engineering plastics are increasingly used in machinery. The use of these methods greatly reduces the amount of machining, and sometimes it can even reach the processing requirements without machining.
3. Determining the shape and size of the blank
The shape and size of the workblank are basically determined by the shape and size of the part. The main difference between a part and a blank is that a certain machining allowance is added to the surface of the part to be processed, that is, the blank machining allowance. When manufacturing blanks, errors also occur. The dimensional tolerances of blank manufacturing are called blank tolerances. The size of the blank machining allowance and tolerance directly affects the labor of machining and the consumption of raw materials, thereby affecting the manufacturing cost of the product. Therefore, one of the development trends of modern machinery manufacturing is to make the shape and size of the blank as consistent with the parts as possible through the refinement of the blank, and strive to achieve less and no milling and turning. The size of the blank machining allowance and tolerance is related to the manufacturing method of the blank. During production, it can be determined by referring to the relevant process manual or relevant enterprise and industry standards.
After the blank machining allowance is determined, in addition to adding the blank machining allowance to the corresponding machining surface of the part, the effects of process factors such as manufacturing, machining and heat treatment of the blank must be considered. In the following, only from the perspective of the machining process, the issues that should be considered when determining the shape and size of the blank are analyzed.
A. Setting of process hook
For some parts, due to the structural reasons, it is not easy to clamp and stabilize during processing. In order to facilitate clamping quickly, a boss can be made on the blank, which is the so-called process hook. The process hook is only used when clamping the workpiece. After the part is processed, it is generally cut off, but it can be retained if it does not affect the performance and appearance quality of the part.
B. The use of overall blanks
Sometimes when machining three-watt bearings in the spindle components of grinding machines, connecting rods of engines, and opening and closing nuts of lathes, etc., in order to ensure the machining quality and convenient machining of such parts, they are often made into overall blanks, machining to a certain stage before cutting.
C. Workblank combination
In order to facilitate the clamping during the processing, for some small parts with relatively regular shapes, such as T-shaped keys, flat nuts, small spacers, etc., multiple blanks should be combined into a blank, which will be machined after a certain stage or most of the surface machining. After finishing, it is machined into a single piece.
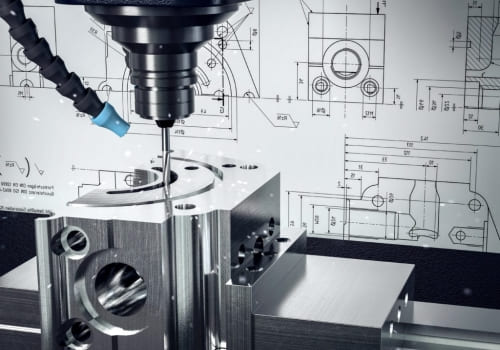
After determining the type, shape and size of the blank, a blank drawing should be drawn as the product pattern of the blank production unit. Making the blank drawing is based on the part drawing and adding the blank allowance to the corresponding machining surface. However, the specific manufacturing conditions of the blank should also be considered when drawing, such as the minimum casting and forging conditions of the holes in the castings and forgings; The draft angle (draft angle) and fillet of casting and forging surface; Position of parting surface. And the surface of the part is marked with a two-dot chain line in the workblank drawing to distinguish the machined surface from the non-machined surface.
CNC machining service is the core business of DO Machining, from protptyes to bulk production, our professional 3/4/5 aixs CNC machining centers, CNC turning equipments, CNC turning-milling equipments, CNC grinding machines etc., are operated by well trained manufacturing engineers to meet the demands from global 1000+ customers in 30+ industries.
CNC Machining can be done starting with blanks produced from standard bar stock or one of DO Machining other manufacturing processes.
Contact us to see how we can provide overall value to your CNC machining needs.