In the machinery manufacturing industry, in order to meet the needs of flame retardant, insulation, and wear resistance, plastic materials are often used. Nylon, phenolic and other plastics are common used as processing materials for guide rails, lining boards, wire troughs and other parts.
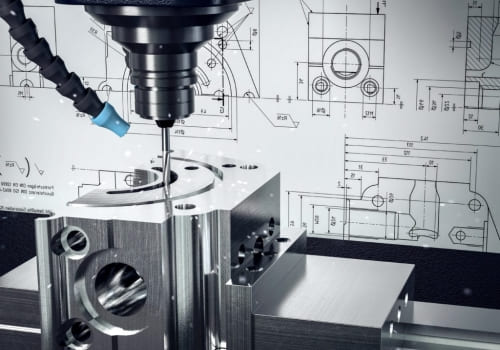
For products with complex shape and few quantity, it is not realistic to use injection, pressing, extrusion and other molding methods. Generally, they are cutting by mechanical machining methods. According to the characteristics of these materials, combined with the issues encountered in the machining process, we should focus on the consideration and control of the following aspects.
1. Heat effect
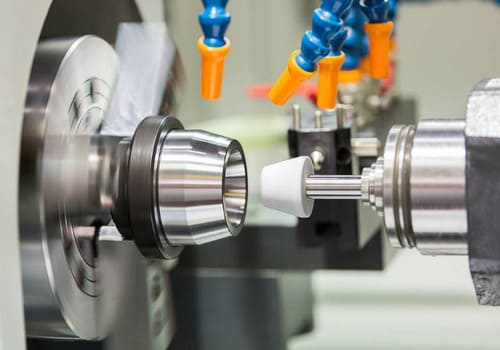
Because plastic has a greater thermal sensitivity than metal, when machining with cutting tools, most materials become tacky by heat. During milling, turning, and drilling, the tacky plastic resin coalesc
A. While pouring coolant at a large flow rate to the tool, using the compressed air tube to blow the plastic debris and tools in the cutting area. This not only reduces the temperature of the cutting area, but also prevents the plastic debris from sticking to the cutting tools.
B. Increase the rake angle and back angle of the cutting tool, and keep the cutting tool nosesharp, reduce frictional heat, and prevent plastic deformation and heat generation.
C. Appropriately increase the feedingspeed of the tool on the workpiece surface, select 200-300 m/min, and select the feed amount 0.05-0.2 mm/rev.
D. The use of cutter heads with cobalt-based chromium-tungsten cemented carbide and carbide cemented carbide can increase productivity and tooling.
2. The effectof force deformation
The thermal expansion caused by the heat of the cutting of the parts causes the workpiece to warp and twist. The rebound force of workpiece deformation acting on the tool and the fixture often causes the tool to break and the fixture to crack. To prevent these phenomena, the following measures are taken:
A. When machining the flat surface of thin plate parts that are easy to warp, use planing or small diameter milling cutter to stack reciprocating milling. When machining the shape, use multiple workpieces of machining method: place multiple workpiece in the middle, fix them with thin metal plates up and down, and then machining simultaneously. After the machining finished, take down the workpieces after cooling completely, the plastic material hardened, the workpiece size has been stabilized, and warpage and deformation will no longer occur.
B. For thicker parts, in order to prevent the cutting tool broken and fixture cracking from the rebound force of workpeice when machining the shape, the intermittent cutting method is used to process the outer contour by up and down planing and up and down slotting. According to the part shap, turning, boring, molding and slotting can replace milling and drilling. When milling and drilling are inevitable, the diameter of the milling cutter should be as small as possible while ensuring strength.
3. Control of machining surface roughness
For the formed plastic products, such as nylon plates and rods, bakelite blocks and other raw materials, they already have smooth surfaces, and these smooth surfaces will be destroyed after mechanical machining. Therefore, when designing the machining process route, try to keep the original material surface as the important shape surface of the workpiece, and use the invisible and unimportant surface to machining the workpiece. After the machining, some manual correction processing is required. Using knife, sandpaper or file to remove excess materials.
As a professional CNC machining manufacturer, DO Machining not only produce metal parts, but plastic and wood parts are also available.
Please visit what MATERIALS and what SURFACE FINISHES we can offer.
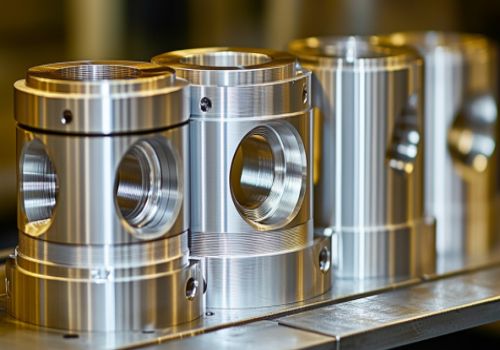
CNC machining service is the core business of DO Machining, from protptyes to bulk production, our professional 3/4/5 aixs CNC machining centers, CNC turning equipments, CNC turning-milling equipments, CNC grinding machines etc., are operated by well trained manufacturing engineers to meet the demands from global 1000+ customers in 30+ industries.
CNC Machining can be done starting with blanks produced from standard bar stock or one of DO Machining other manufacturing processes.
Contact us to see how we can provide overall value to your CNC machining needs.