Carburizing is a common process for heat treatment of metal surfaces. It is mostly used for low carbon steel or low alloy steel. The steel is placed in an active carburizing medium and heated to a high temperature of 900 to 950 degrees Celsius. After sufficient time, the activated carbon atoms in the carburizing medium will penetrate into the surface of the steel to obtain a higher carbon content surface layer, while the center remains intact. After carburizing, the steel parts surface can achieve high hardness and wear resistance. However, for this reason, it has become more difficult to do machining and surface treatment to the steel after carburizing.
Then, what should be paid attention to when do machining and surface treatment of steel parts after carburizing?
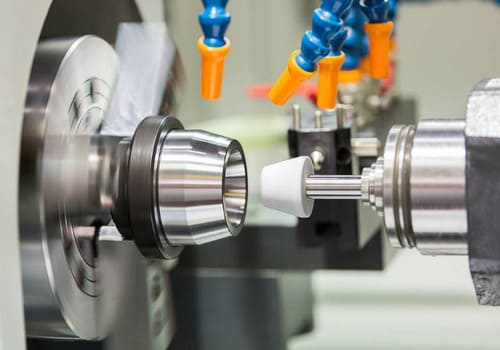
Grinding
Grinding is a common means of machining steel after carburizing. After carburizing, the carbon content of the surface of the part is increased, and a large amount of retained austenite exists. This leads to burns and grinding cracks that are highly prone to grinding. In addition, coarse carbides, reticulated carbides, and carbonized films on the surface are also important causes of grinding cracks.
Therefore, in the machining process, especially the grinding process, the technical requirements of the carburized parts should be combined with the specific process parameters to select the correct process parameters, and the possible defects should be analyzed and predicted in advance. This helps to improve the quality of the part and guides the actual machining.
Shot peening
Shot peening is a cold working process in which the surface of the workpiece is bombarded with pellets and the residual compressive stress is implanted to improve the mechanical strength, fatigue strength, wear resistance and corrosion resistance of the workpiece. The carburized parts are shot peened in a shot blasting machine, and the pellets can be impacted with the parts at a high speed of 50 to 70 meters per second for a certain period of time, and the surface depth of the parts is 0.1 to 0.25 mm range, a uniform layer of cold work hardening is obtained, further increasing the surface hardness of the part.
The effect of shot peening is closely related to the original structure of the material surface. If the residual austenite structure remains on the surface after quenching, a significant hardening effect will occur. If carburized, the surface of the part has a network of carbides, it will cause surface cracks. Therefore, the surface quenching structure of carburized parts should be strictly controlled and required.
Rolling or polishing
In order to improve the fatigue life of the surface of the carburized parts and improve the surface strengthening effect, in addition to the shot peening, it is also possible to use rolling or rolling friction polishing. Both rolling and rolling friction polishing belong to the surface cold hardening strengthening process. While improving the surface hardness, it also has the following effects: one is to change the size and distribution of the residual stress of the part; the second is to improve the parts surface finish; the third is to improve the bending fatigue strength and contact fatigue strength of the part.
Practice has proved that rolling or rolling friction polishing on the grooves and rounded corners of the parts has more obvious effects than other parts. Some of the parts used in automobiles have achieved good results in such processes after carburizing. Therefore, rolling or rolling friction polishing is an important measure to improve the service life of carburized parts.