The words “Jig” and “fixture” are often confused or even misused due to their similar uses. What is the difference between the two?
The details are as follows:
1. The concept is different. Jigs focus on working and guiding tools. Jig is a large category of tools for woodworking, ironworker, fitter, machinery, electric control and some other handicrafts, mainly as a tool to assist in controlling position or action (or both).
2. Different uses. Fixturesfocus on holding the tool in a fixed position. There are some devices that have both functions (control and guide tool) also known as jigs, but devices that only hold but not guide tools are called “fixtures” rather than “jigs”. In a broad sense, any process in the process, the device used to quickly, easily and safely install the workpiece can be called a fixture.
Such as welding fixtures, inspection fixtures, assembly fixtures, machine tool fixtures, etc. Among them, machine tool fixtures are the most common, often referred to as fixtures. When machining the workpiece on the machine tool, in order to make the surface of the workpiece meet the technical requirements of the size, geometry and mutual positional accuracy with other surfaces specified in the drawing, the workpiece must be installed (positioned) and clamped (clamped) before machining.
The fixture usually consists of a positioning element (determining the correct position of the workpiece in the fixture), a clamping device, a tool setting guide element (determining the relative position of the tool and the workpiece or guiding the tool direction), an indexing device (enabling the workpiece to be installed in one installation to complete the processing of several stations, including rotary indexing device and linear moving indexing device), connecting elements and clamping body (clamp base) and other components.
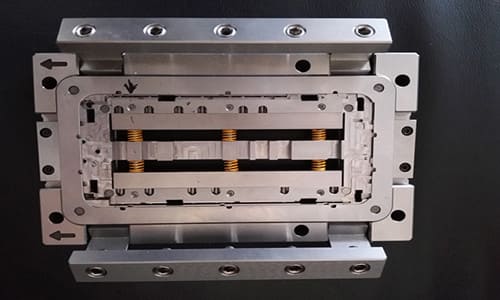
3. The classification is different. The types of fixtures vary depending on the processing characteristics of the workpiece. Taking the existing jigs in the industry as an example, multiple workpieces are simultaneously clamped within the processing range, and the clamping and fixing of different types of workpieces are designed in the same jig, it is only necessary to replace some parts when changing the production line.
The fixture is a very convenient and fast auxiliary tool during the processing of the workpiece. Therefore, designing a suitable fixture is an important issue for small-scale and diversified processing methods.
A. Universal fixtures, such as machine vise, chuck, suction cup, indexing head and rotary table, etc., have great versatility and can better adapt to the transformation of processing procedures and processing objects.Its structure has been finalized, size, specification has been serialized, most of which has become a standard attachment of machine tools.
B. The special fixture is specially designed and manufactured for the clamping needs of a certain product part in a certain process. The service object is specific and highly targeted, and is generally designed by the product manufacturer. Commonly used are lathe fixtures, milling machine fixtures, drilling molds (machine tool fixtures for guiding tools to drill or ream holes on workpieces), boring molds (machine tool fixtures for guiding boring bars to boring on workpieces) and accompanying fixtures (with mobile fixtures on automatic lines of combined machine tools).
C. Adjustable fixture, dedicated fixtures that can replace or adjust components. Combination fixtures, fixtures composed of standardized components of different shapes, specifications and uses, are suitable for single-piece, small-batch production and temporary tasks for new product trial production and frequent product replacement.